欢迎光临株洲东亚工具有限公司网站!
0731-27626299
欢迎来到祥云平台DEMO演示官网!
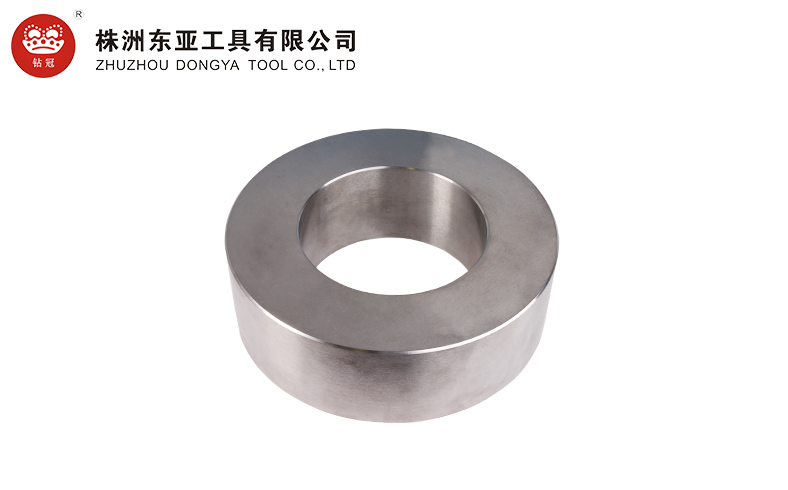
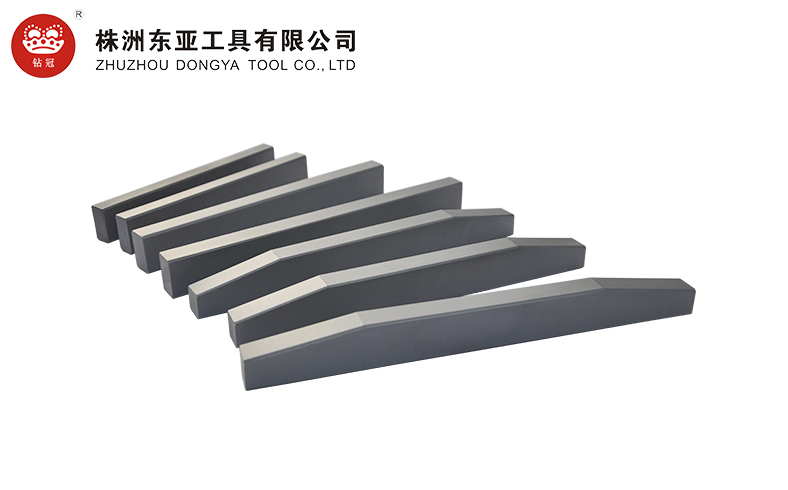
株洲东亚工具有限公司是由株洲湘发工具有限公司与巴西 BIG AMERICAN 公司合资成立,一家集硬质合金及硬质合金工具的研发、生产、销售为一体的高科技股份制外商投资企业。公司座落于中国硬质合金生产基地——株洲渌口经济开发区,引进了当今先进的压力烧结炉、冷等静压、自动压力机、后续内应力消除处理系统等生产装备及齐备的质量控制、检测装备,采用科学先进的生产制作工艺,保证产品质量及其稳定性,其中 BIG AMERICAN 系列产品由 BIG AMERICAN 公司全程进行监制。
公司拥有授权专利
厂房设备
现有员工
服务客户
0731-27626128
手机:15116099618(向小姐)
传 真:86-731-27626199
Q Q:409279567
邮 箱:zzdyg@163.com
地 址:湖南省株洲市渌口区渌口经济开发区湾塘
扫一扫 联系我们
本网站全力支持关于《中华人民共和国广告法》实施的“极限化违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有极限化“违禁词”介绍的文字或图片或涉及文字及图片侵权等一律非本网站主观意愿并即刻失效,不可用于客户任何行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!
湘公网安备43020002000294